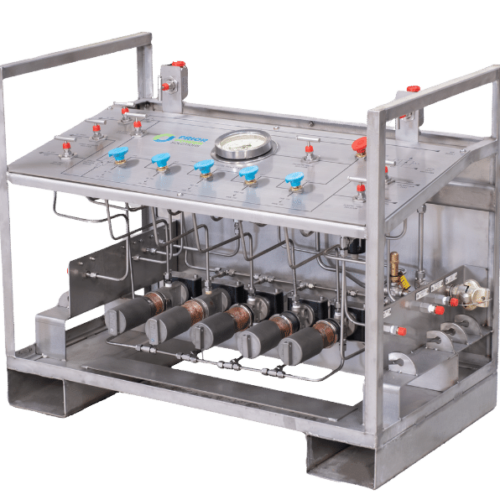
OFFSHORE FLUID PUMP UNITS
High performance fluid pumps for industrial and offshore
Our offshore fluid pumps cater for a broad spectrum of flow rates to meet customer requirements and provide pump pressures up to 10,000 psi as standard. Due to the harsh operating conditions experienced in offshore applications, our triplex, centrifugal and multistage pumps are built to operate efficiently in environments ranging from extreme cold (-40°C) to extreme heat (50°C).
Industrial fluid pumps are used extensively in the oil & gas and petrochemical industries to support all operations. Transferring fluids from one point to another they pump everything from seawater and often corrosive chemicals to crude oil and drilling muds.
Flexible to operational needs, our portable offshore fluid pump units can be open, enclosed, soundproof, trailer-mounted or split skid mounted packaged.
We have experience of manufacturing both diesel-driven and electric-driven industrial pumps.
Our pumps are carefully designed to meet operational needs. This includes selecting an engine of sufficient horsepower to provide the required pump pressure and flow rate, installing safety systems for ATEX environments such as engine shutdowns and flame arrestors, and utilising components suitable for the fluid type (typically cast steel for pumping seawater and Inconel, a nickel-chromium superalloy for pumping corrosive fluids).
As with all high-pressure equipment, safety is at the forefront of our design incorporating insert safety valves, touchscreen monitoring, and shutdown systems.
Designed to meet customer needs
Our experienced design-team take time to understand your precise requirements. From flow rates and pump pressures, to footprint and fluid type, compliance requirements and operational needs, we will support you with one of our standard designs or a bespoke product.